
Additive Manufacturing or Subtractive Manufacturing? Why Not Hybrid?
Additive and subtractive manufacturing methods are two fundamental production techniques that form the backbone of modern industries. Evolving industrial needs and innovative solutions have brought these methods to their current advanced states. The core principles of Additive vs Subtractive Manufacturing are distinct: Additive manufacturing, commonly known as 3D printing, allows for the creation of complex and custom designs by adding material layer by layer, while the traditional subtractive manufacturing method enables the production of precise components by removing material. But is it possible to combine the advantages of both methods? Yes, hybrid manufacturing is an innovative production method that brings together the best of both worlds.
In this guide, we will explore additive manufacturing, subtractive manufacturing, and hybrid systems that integrate the two approaches in detail. Supported by academic studies, we will delve into the differences, advantages, disadvantages, and innovative applications of these methods.
What is Additive Manufacturing?
Additive manufacturing, widely known as 3D printing, is a production technology that can directly create objects from computer models tailored to specific needs. Unlike subtractive manufacturing methods, additive manufacturing allows for more practical and rapid production of customized structures.

Advancements in 3D printing technologies are progressing so rapidly that the technologies described here might already be outdated by the time you read this. Let’s take a quick look at the most common 3D printing technologies!
1- Material Extrusion
This technology produces objects by melting thermoplastics through a nozzle and depositing them layer by layer. The most commonly used materials include plastics such as PLA, ABS, PETG, TPU, and nylon. The most well-known method in this category is FDM.
- FDM (Fused Deposition Modeling
- Fused Filament Fabrication (FFF)
2- Vat Polymerization
This type of additive manufacturing is based on solidifying liquid photopolymer materials in a tank using light, layer by layer. Various resins are used in these processes. The most well-known techniques are SLA and DLP.
- Stereolithography (SLA)
- Digital Light Processing (DLP)
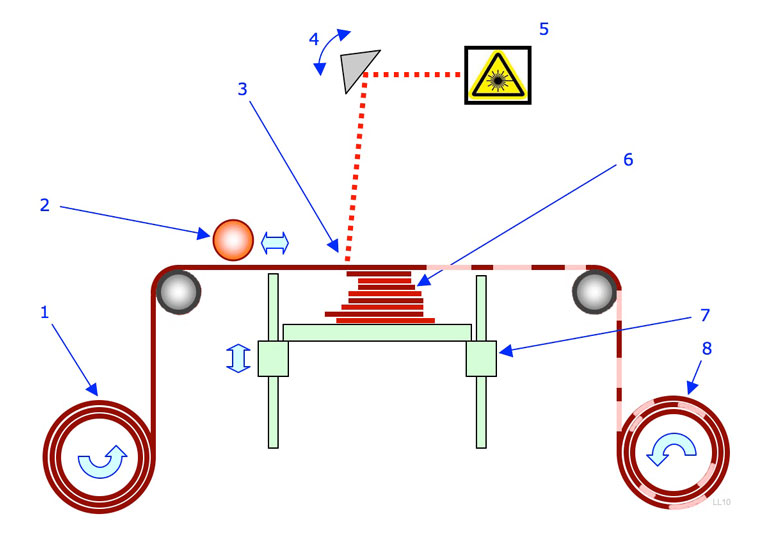
3- Powder Bed Fusion
This 3D printing technology works by selectively melting or sintering a thin layer of powder to create layered structures. The range of materials is extensive, including metals like stainless steel, titanium, and aluminum, as well as various polymers and ceramics. Techniques include SLS, SLM, DMLS, and EBM.
- Selective Laser Sintering (SLS)
- Selective Laser Melting (SLM)
- Direct Metal Laser Sintering (DMLS)
- Electron Beam Melting (EBM)
4- Binder Jetting
This method operates by selectively spraying a binder liquid onto a thin layer of powder spread over the build area. Materials used include stainless steel, bronze, titanium, aluminum, ceramics, sand, and various polymers.
5- Sheet Lamination
This 3D printing technique enables the production of parts by bonding thin sheets layer by layer using heat, pressure, or adhesive. Materials such as metals, paper, plastics, and composites are used.
6- Direct Energy Deposition
This technology relies on melting metal powders or wires using an energy source and depositing them layer by layer. It uses materials such as various metals, composites, and, less commonly, ceramics (mainly in applications requiring high strength).
Advantages of Additive Manufacturing
- Suitable for producing customized and complex parts.
- Prevents the use of unnecessary materials during production.
- Reduces logistics costs by enabling on-site manufacturing.
- Eliminates the need for molds and special tools, reducing equipment requirements.
Limitations of Additive Manufacturing
- Surface quality
- Production volume limitations
- Potential weaknesses in mechanical strength due to the layered structure
- Material limitations
What is Subtractive Manufacturing?
Subtractive manufacturing encompasses most traditional manufacturing methods, where an object is created by cutting, drilling, turning, milling, grinding, reaming, or carving material from an initial solid block, plate, or rod of raw material. In this process, excess material is removed until the final product is achieved. While these processes can sometimes be done manually, they are most commonly performed using computer-assisted methods.
The most widely used computer-assisted technology is Computer Numerical Control (CNC). Other subtractive manufacturing methods include laser cutting, water jet cutting, electrical discharge machining (EDM), and plasma cutting.

CNC Machining Process:
Designing the model in a digital environment
The process begins with designing the model using Computer-Aided Design (CAD) to define the product’s geometry and design details.Creating G-code instructions
Using the CAD model, Computer-Aided Manufacturing (CAM) software generates G-code instructions, which are operational commands for CNC machines.Producing the final product
CNC machines execute these commands to perform mechanical operations such as turning, drilling, boring, milling, and reaming. These operations transform the raw material block into a finished and ready-to-use product.
Other Subtractive Manufacturing Processes
Laser Cutting
Water Jet Cutting
This method uses high-pressure water combined with an abrasive substance to cut materials. Being a cold process, it offers advantages like preventing thermal deformation. Common materials include stone, ceramics, glass, plastic, composites, and metals.
Electrical Discharge Machining (EDM)
This method removes material by generating sparks between an electrode and the workpiece. It is ideal for complex designs requiring high precision. It can be applied to electrically conductive metals.
Plasma Cutting
Plasma cutting works by ionizing gas with electricity to create plasma, which can quickly and efficiently cut metals. It is especially suitable for cutting thick metals cleanly and precisely. Common materials include steel and aluminum.
Advantages of Subtractive Manufacturing
- Extremely smooth surfaces can be achieved.
- Durable products can be obtained due to the homogeneous material structure.
- Ideal for mass production.
- Offers a wide variety of materials.
- Established production techniques with well-defined standards.
Limitations of Subtractive Manufacturing
- A large amount of material waste can be generated during the production process.
- Not suitable for very complex products due to manufacturing techniques.
- The tools used in the manufacturing process wear out over time, leading to additional costs.
- High initial costs.
- High energy consumption.